
导语:在复合材料的世界里,有一种工艺以其高效、连续和卓越的产品性能而备受青睐,它就是拉挤成型。无论是我们常见的玻璃钢格栅、绝缘梯子,还是高性能的碳纤维型材,背后都有拉挤工艺的身影。今天,我们将带您深入探秘拉挤型材的完整生产工艺流程。
一、什么是拉挤成型?
拉挤成型(Pultrusion)是一种用于连续生产恒定横截面纤维增强复合材料的工艺。其名称来源于“拉伸”和“挤压”的组合,形象地描述了材料在成型过程中被牵引通过模具并固化的核心动作。
二、拉挤型材核心工艺流程(七步法)
整个拉挤工艺流程是一条高度自动化的连续生产线,具体可分为以下七个关键步骤:
第一步:纱架引导
工艺:将成卷的增强纤维(如玻璃纤维无捻粗纱、碳纤维)放置在纱架上,平稳有序地引出并汇集。同时,连续毡、表面毡等增强材料也会在此环节被引入,以提供多维度的强度。
目的:为生产线提供稳定、连续的“骨架”材料。
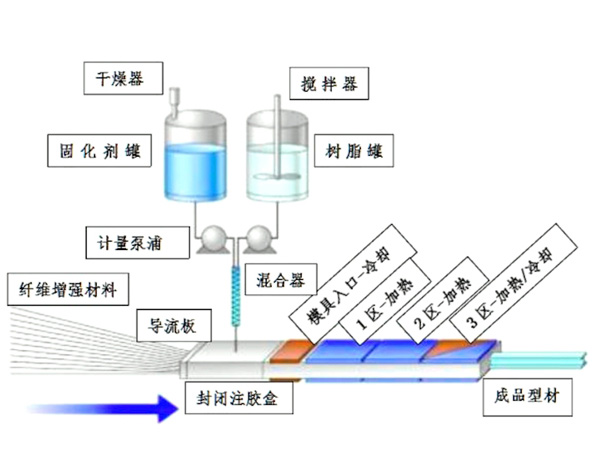
第二步:树脂浸渍
工艺:汇集后的纤维束通过一个充满配好树脂的浸胶槽。树脂体系通常包括基体树脂(如不饱和聚酯、乙烯基酯)、固化剂、填料和颜料。
目的:让每一根纤维都被树脂充分浸润,形成坚固的“纤维-树脂”复合体基础。
第三步:预成型
工艺:浸透树脂的“湿”纤维束通过一系列具有特定孔型的预成型模具。这些模具的孔型逐渐接近最终产品的截面形状。
目的:
挤掉多余树脂和内部气泡,确保产品密实。
使纤维束初步定型,减少进入主模具时的阻力,防止堵塞。
精确控制纤维的排布,保证产品结构稳定性。
第四步:加热固化(核心环节)
工艺:预成型后的材料进入被精确控温的加热钢模具。模具通常分为多个温区,树脂在热作用下发生交联反应,从液态变为固态。
目的:使热固性树脂完全固化,将增强纤维牢固地粘结在一起,形成最终产品所需的形状、尺寸和力学性能。
第五步:连续牵引
工艺:使用牵引机(履带式或往复式)持续、平稳地夹住已固化的型材,将其从模具中拉出。
目的:为整个连续生产过程提供动力,牵引速度与树脂固化速度需精确匹配。
第六步:定长切割
工艺:连续成型的型材通过自动切割机(如金刚石砂轮片),根据预设长度被自动切割。
目的:将无限长的型材加工成客户所需的定尺长度。
第七步:后处理与收集
工艺:对切割后的型材进行检验、打磨毛刺,或进行钻孔、开槽等二次加工,最后打包入库。
目的:确保出厂产品符合质量要求,并满足客户的直接使用需求。
三、拉挤工艺的显著优势
高效率连续生产:可实现7x24小时不间断生产,产量高,非常适合大规模订单。
卓越的力学性能:纤维沿轴向高度定向,产品纵向强度非常高。
质量稳定均一:自动化生产确保了产品从始至终的质量一致性和尺寸精确性。
材料利用率高:几乎不产生边角料,原材料浪费极少。
可设计性强:通过改变模具、纤维和树脂,可以生产出各种截面和性能的型材。
四、拉挤型材的广泛应用
建筑与建材:结构型材、窗框、钢筋(FRP筋)、护栏、格栅。
电气与通信:电缆桥架、绝缘梯、变压器隔离棒、天线罩。
化工与环保:耐腐蚀栏杆、支架、洗涤塔结构件。
交通运输:汽车与火车车身骨架、行李架、保险杠防撞梁。
能源领域:光伏支架、风电叶片筋板。
消费品:帐篷杆、钓鱼竿、工具手柄。
结语:
拉挤成型工艺以其独特的技术优势,已成为复合材料工业型材制造的主流技术。随着新材料和新工艺的发展,拉挤型材将在轻量化、高强度、耐腐蚀的广阔市场中,扮演越来越重要的角色。